
Thermosonic Flip-Chip Bonding
Introduction
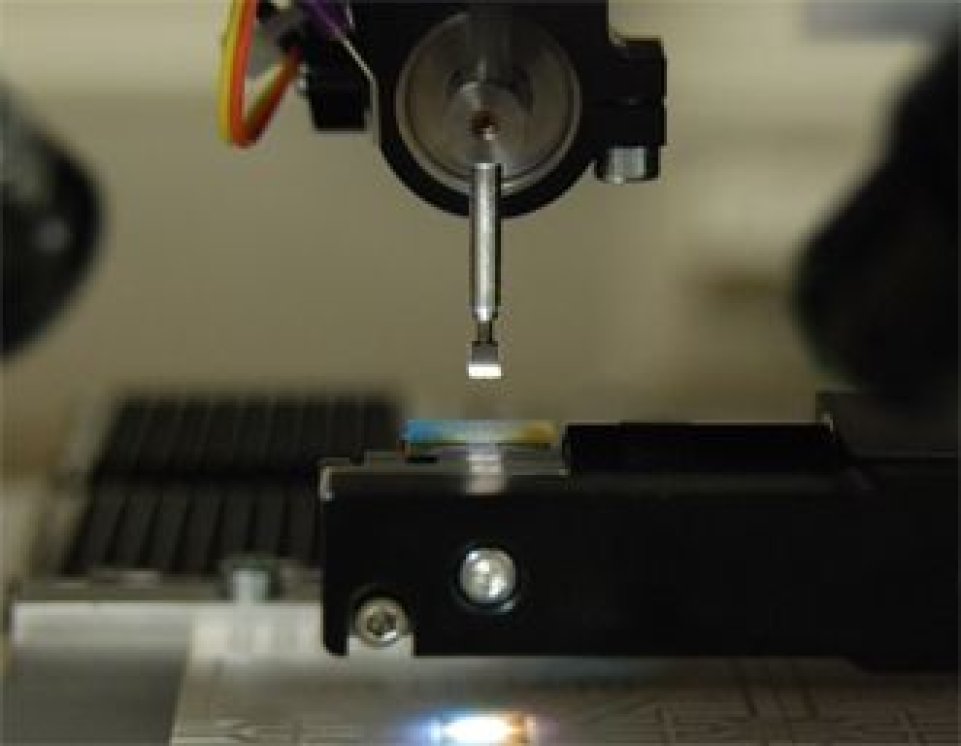
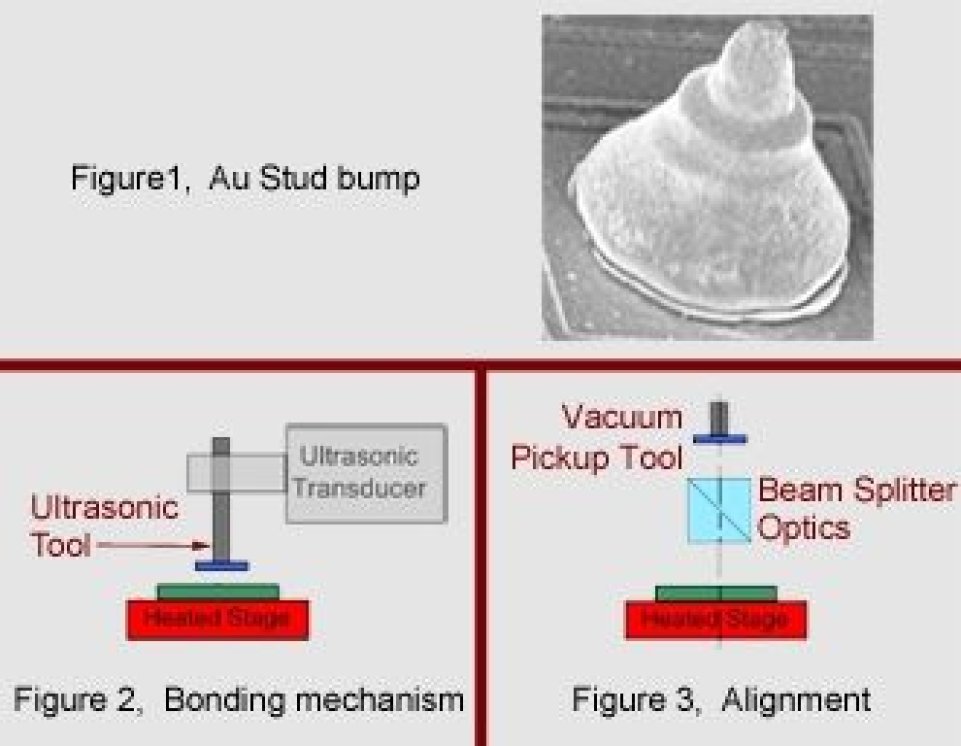
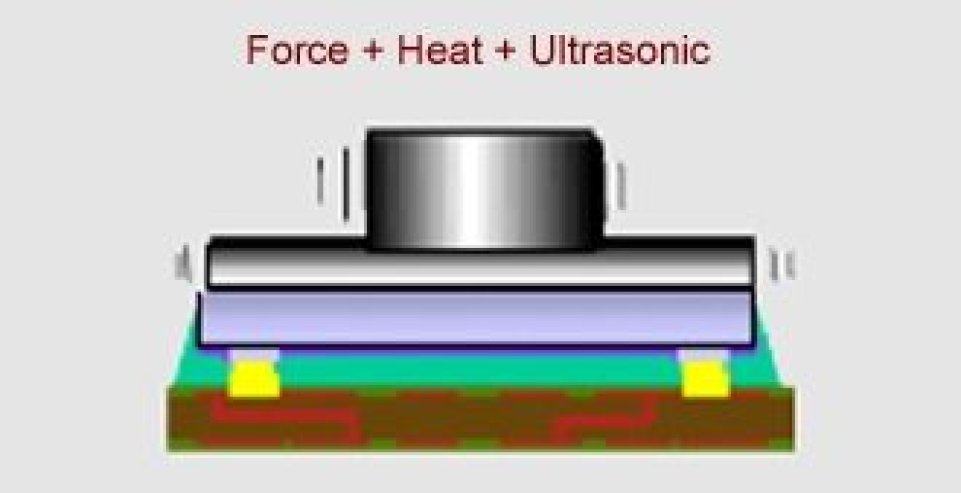
Thermosonic flip-chip bonding is an advanced, solderless technology for area-array connections. The approach is used to join ICs with gold bumps, Figure 1, to gold plated pads on substrate. It is a simple, clean, and dry assembly process using a bonding mechanism, Figure 2, similar to thermo-compression bonding, but with lower bonding pressure and temperature due to the introduction of ultrasonic energy. The thermosonic process was mainly used for wire bonding but has also great advantages for die attach applications. The pure thermocompression welding typically requires interfacial temperatures of the order of >300°C. This temperature can damage packaging materials, laminates and some sensitive chips. The thermosonic process is a combination of thermo- compression and ultrasonic welding that optimizes the best quality of each for the microelectronics usage. Typically, the interface temperature and the bonding force can be much lower; between 100 to 160°C and 20 to 50g/ bump, which avoids above mentioned problems.
Process
The thermosonic process begins with the substrate sitting on a heated stage, held in position by vacuum. The chip is held by the vacuum pickup tool. After aligning with the beamsplitter optics, Figure 3, the chip with it’s Au stud bumps is brought into contact with the substrate. After the required bonding force is reached, ultrasonic vibration is applied for a predetermined length of time to complete the process.
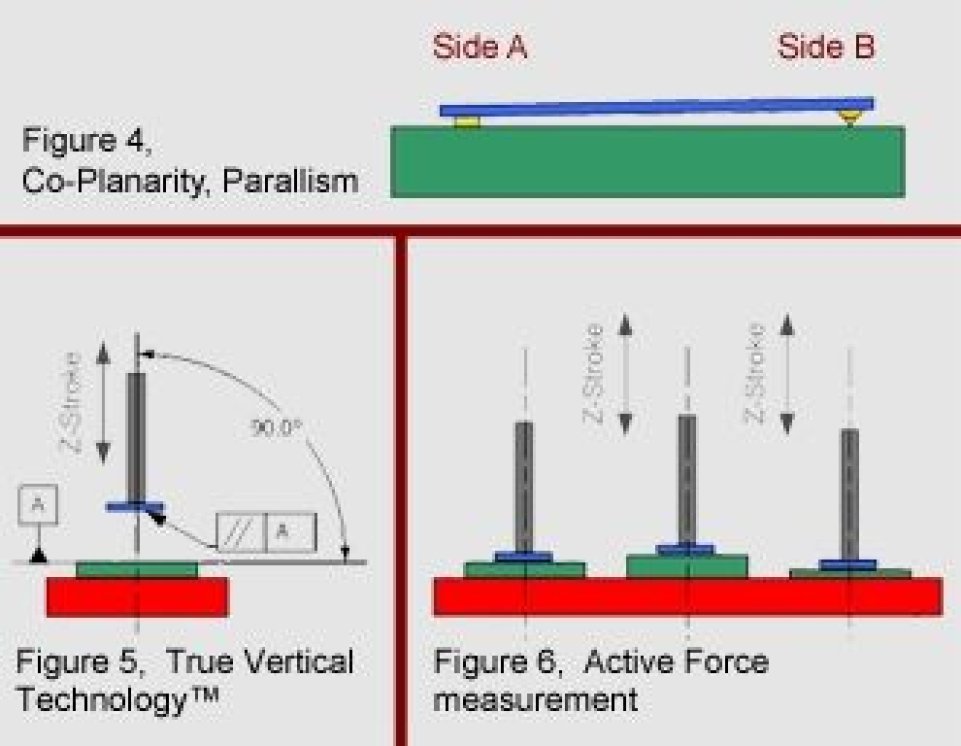
Highest Co-planarity and True-Vertical Technology™
Co-planarity and parallelism of the ultrasonic tool with respect to the substrate is a very important parameter to achieve a good bonding result. Misalignment can result an uneven force distribution which leads to joint on side A, and insufficient connection on side B, Figure 4. Tresky’s True Vertical Technology™ guarantees stable and accurate co-planarity and parallelism over the whole Z-stroke, Figure 5. In combination with the active force measurement, a good bonding result is achieved on every height, Figure 6.
Typical Process parameters
Heated stage (sustrate):
100°C to 160°C
Ultrasonic power:
100 to 200mW/ bump Bond force: 20 to 50g/ bump
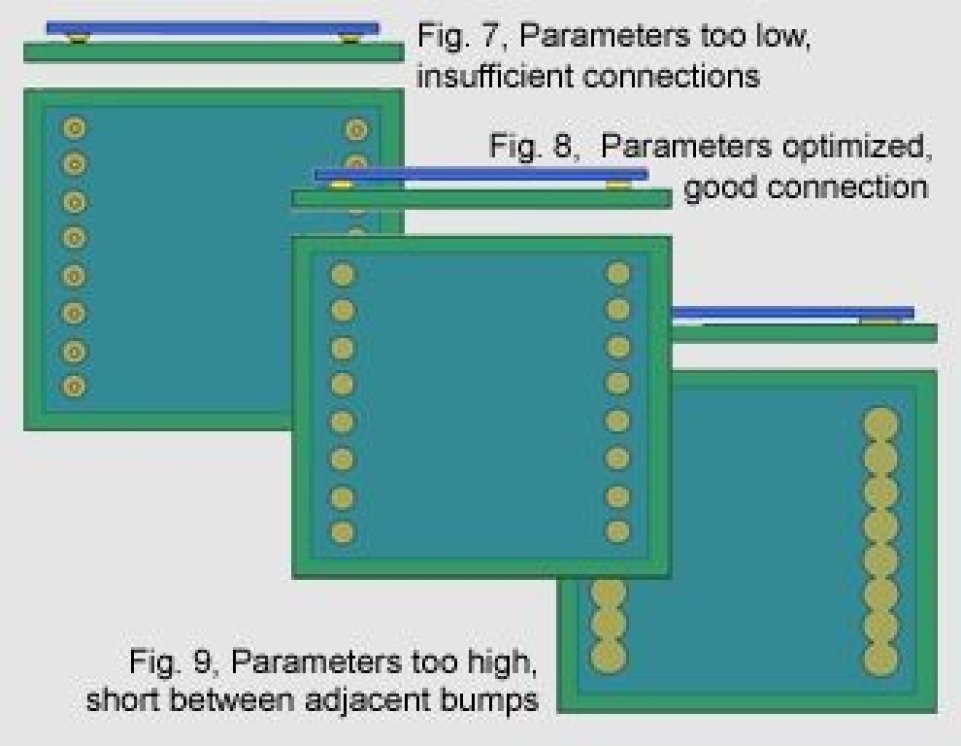
Influence of bond parameters to the process
Force, time, temperature and Ultrasonic power are parameters that have a great influence to the process and can be programmed individually on Tresky systems. In general it can be said that; more bonding force, higher temperature, more ultrasonic power, (higher amplitude of ultrasonic vibration) and more vibrating time leads to more collapsed bump area and higher strength of the connection. However, when increasing these parameters, it is important to recognize the risk of an electric short between adjacent bumps as well as possible breakage of the die, Figure 7-9.
Any questions or interest in a online product demonstration?
Fabio Cocca - your sales contact at Dr. Tresky AG would be happy to talk to you personally. Give him a call or simply use our enquiry form.
+41 44 772 19 41
Please note our privacy policy.